金属成型毛坯复合加工
基本加工精度小于20微米成型毛坯钻铣镗磨复合加工
应用案例
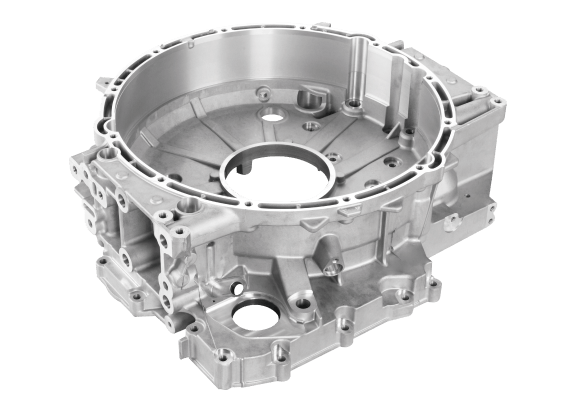
飞轮壳压铸件
精雕五轴高速机一次装夹,完成多工位加工;
加工所用刀具数量达 51把;
采用铣、镗、钻、攻、铰等多种加工方式。
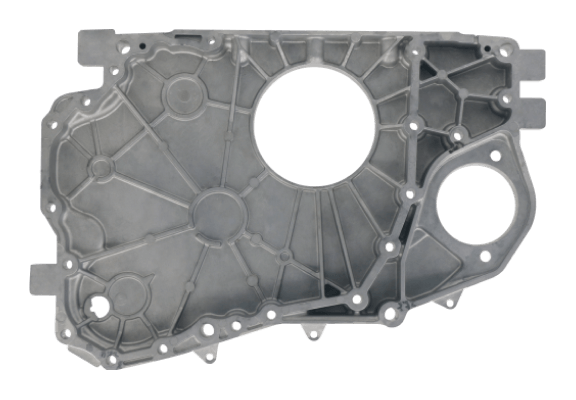
齿轮罩盖压铸件
关键加工面毛坯余量最少为0.2 mm,cnc加工后与基准面距离误差小于0.1 mm;
利用精雕在机检测技术,快速找正工件毛坯,实现小批量生产快速出货;
精雕五轴高速加工中心一次装夹,完成多工位加工;
采用铣、镗、钻、攻、铰等多种复合加工方式;
加工时长22min。
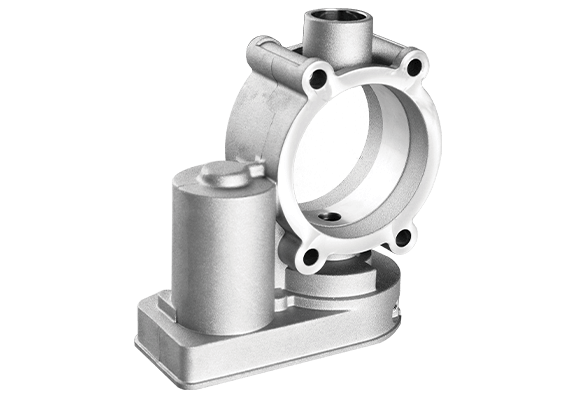
节气门压铸件
孔同轴度小于0.01 mm,铰孔粗糙度ra≶0.2 μm;
零件良率达98%。
飞轮壳压铸件
精雕五轴高速机一次装夹,完成多工位加工;
加工所用刀具数量达 51把;
采用铣、镗、钻、攻、铰等多种加工方式。
齿轮罩盖压铸件
关键加工面毛坯余量最少为0.2 mm,cnc加工后与基准面距离误差小于0.1 mm;
利用精雕在机检测技术,快速找正工件毛坯,实现小批量生产快速出货;
精雕五轴高速加工中心一次装夹,完成多工位加工;
采用铣、镗、钻、攻、铰等多种复合加工方式;
加工时长22min。
节气门压铸件
孔同轴度小于0.01 mm,铰孔粗糙度ra≶0.2 μm;
零件良率达98%。
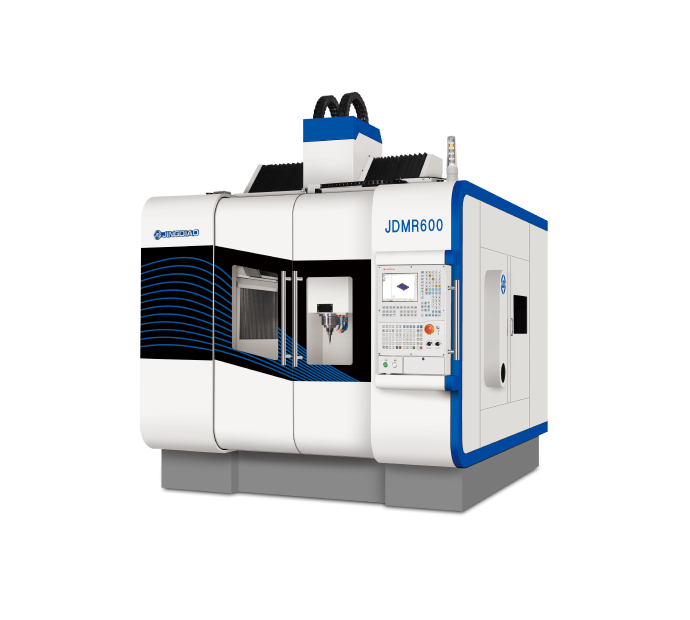
根据零件形态和尺寸选择合适的设备
精雕五轴高速加工中心配备精雕自产大扭矩主轴,能够适应大切削量的加工需求和不同场景的用刀需求,
实现在金属成型毛坯上的钻、铣、镗、磨复合加工。




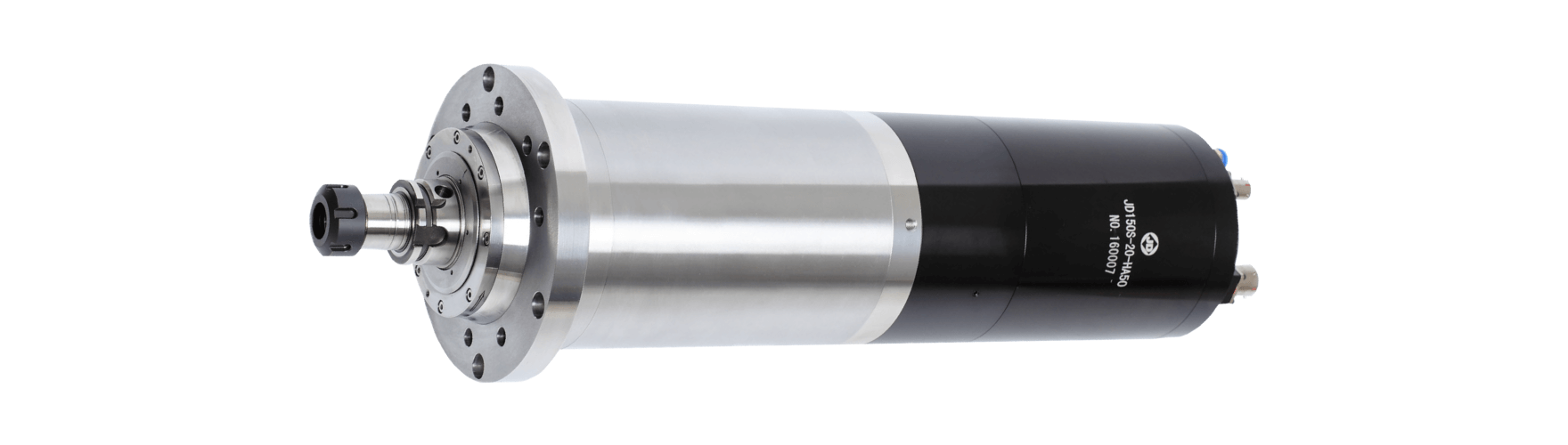
核心配置
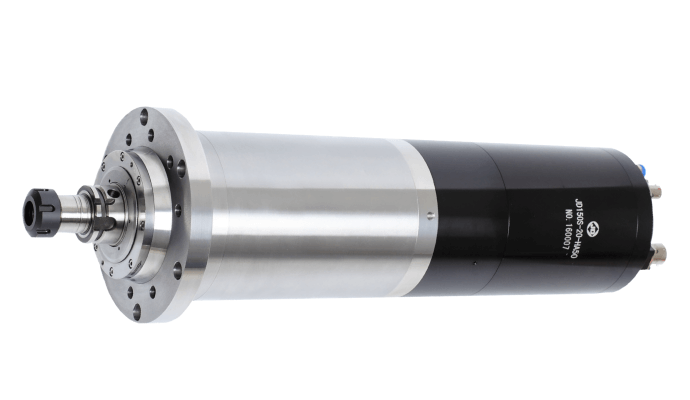
具有复合加工能力的精雕电主轴
具备铣、钻、攻丝、镗、铰、磨等复合加工能力。
满足复杂零件加工用刀需求
链式、圆盘式等多款大容量刀库可供选择,满足复合加工时组合刀具及专用刀具使用要求。
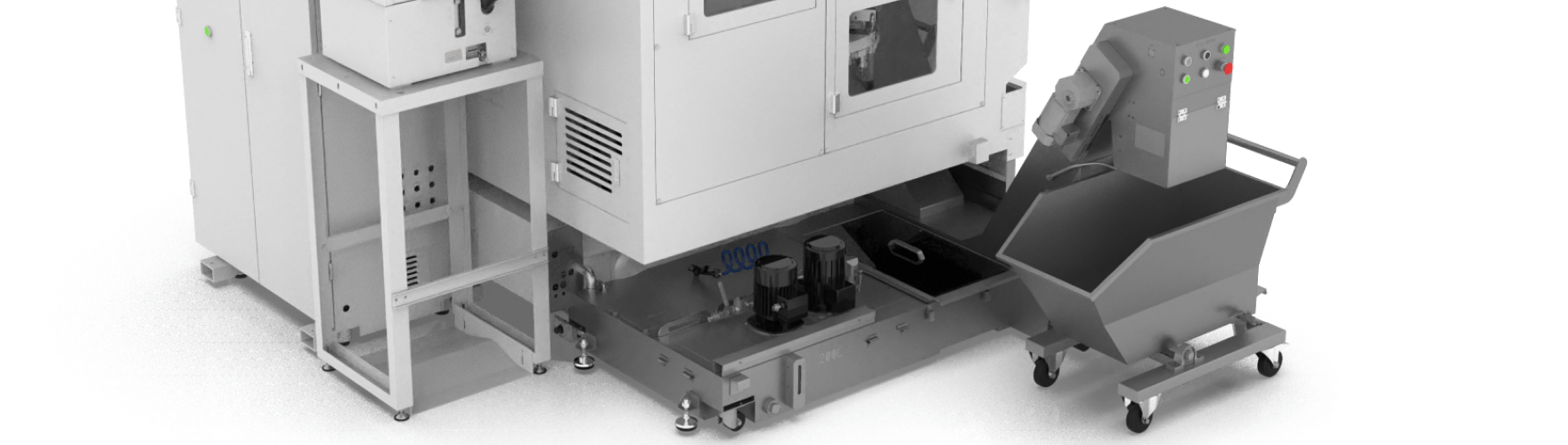
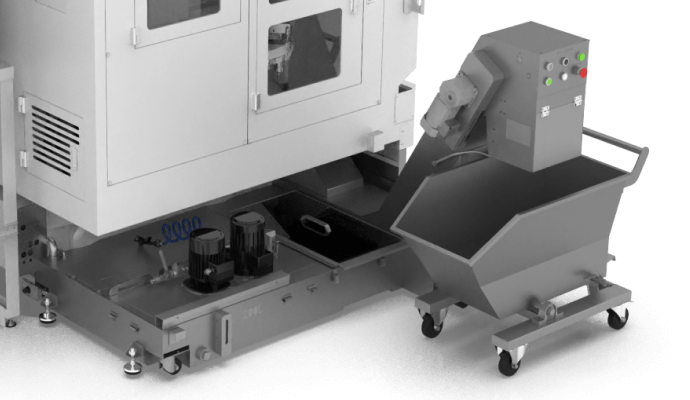
机床排屑系统,实现快速排屑
性能完善的排屑系统,包括机内喷淋、机内螺旋排屑器、机外刮板式排屑器等,实现加工过程的高效排屑,大幅减少人工清理废屑的频次。