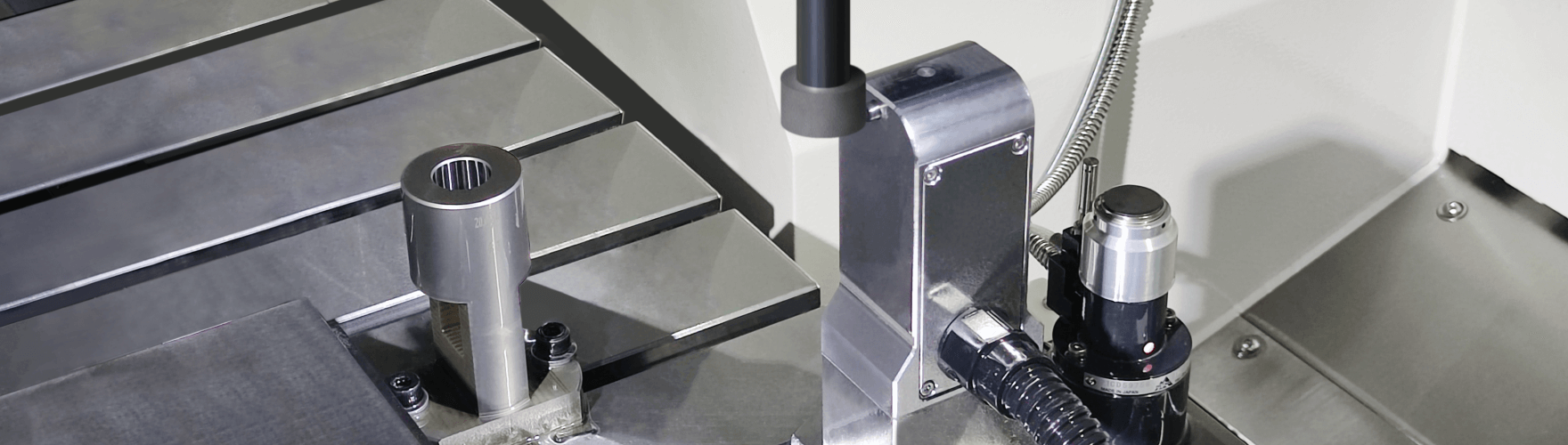
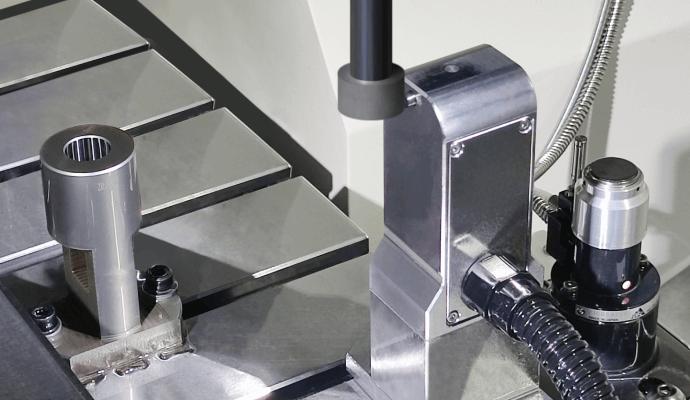
复杂形态金属零件钻铣磨加工
稳定实现硬度hrc50以上的复杂形态零件钻铣磨精密加工
应用案例

u钻刀体
刀片定位面精度±0.01mm;
刀片底部(绿色面)装刀片后缝隙<0.01mm;
刀具旋转中心相对柄径径向跳动<0.02mm。
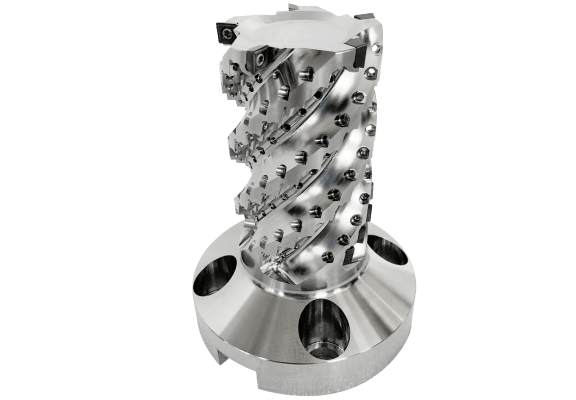
玉米铣刀刀体
一次装夹,完成5条螺旋槽及75个刀片槽的所有特征的加工,其中包括:螺纹孔75个,水孔螺纹75个,沉头孔150个;
刀片槽粗糙度ra<0.2μm,刀片槽定位面精度±0.01mm。
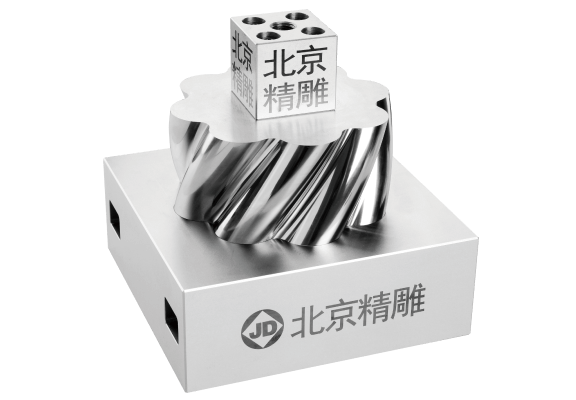
μ级曲面螺旋配合测试件
r3球头刀连续精加工20 h,刀具磨损小于3.5 μm;
配合间隙小于8 μm,可提起100 kg;无磁性钢料90 s;
凹件和凸件可多套之间互换配合。

股骨髁假体
精雕五轴高速机铣磨复合加工;加工时长小于45 min;
关节面一刀磨削到位,表面粗糙度ra<0.6 μm。
u钻刀体
刀片定位面精度±0.01mm;
刀片底部(绿色面)装刀片后缝隙<0.01mm;
刀具旋转中心相对柄径径向跳动<0.02mm。
玉米铣刀刀体
一次装夹,完成5条螺旋槽及75个刀片槽的所有特征的加工,其中包括:螺纹孔75个,水孔螺纹75个,沉头孔150个;
刀片槽粗糙度ra<0.2μm,刀片槽定位面精度±0.01mm。
μ级曲面螺旋配合测试件
r3球头刀连续精加工20 h,刀具磨损小于3.5 μm;
配合间隙小于8 μm,可提起100 kg;无磁性钢料90 s;
凹件和凸件可多套之间互换配合。
股骨髁假体
精雕五轴高速机铣磨复合加工;加工时长小于45 min;
关节面一刀磨削到位,表面粗糙度ra<0.6 μm。
根据零件形态和尺寸选择合适的设备
采用钻铣磨工艺,进行精度要求在5-10微米复杂形态硬料(hrc50以上)的精密加工,由于零件形态复杂,有多面和负角加工要求,需使用五轴高速机来完成。磨削工艺是其中的关键工序,因此,选择一款基本精度高、稳定性好、具有关键配置的五轴机床非常关键。





核心配置
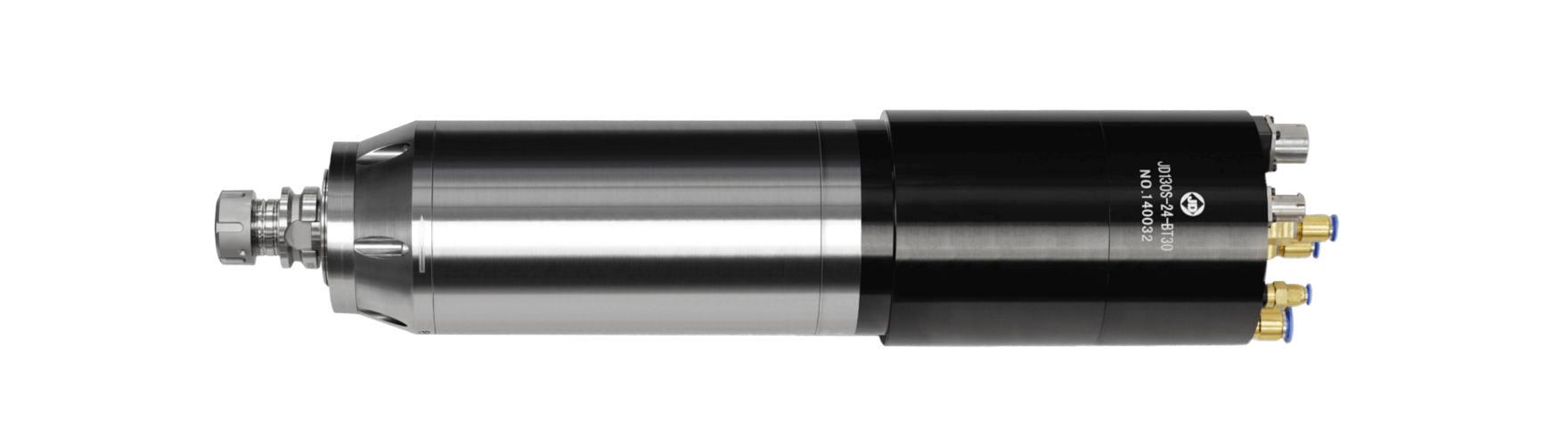
jd130s-24-bt30高速伺服电主轴
具有低振动的特点和良好的热稳定性,可实现长时间稳定的精密磨削加工。

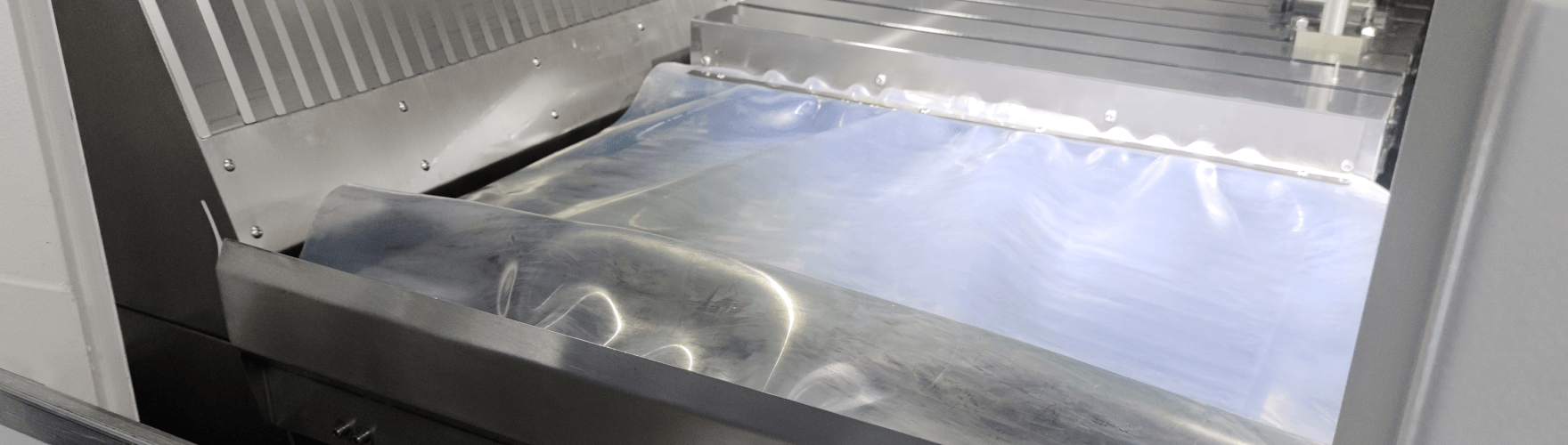
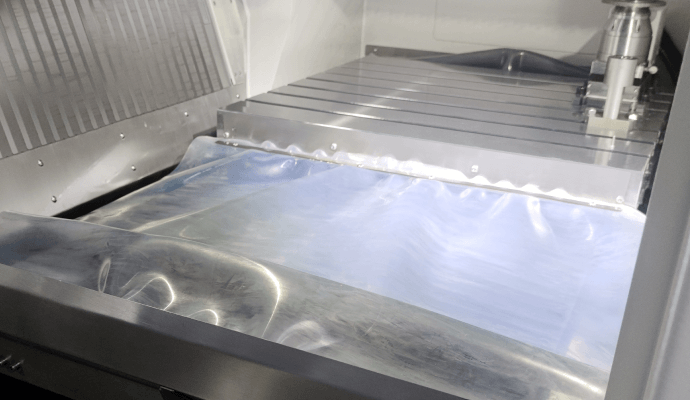
磨削防护系统,保护机床关键部件
防止磨屑或脱落的磨料进入机床内部,降低导轨、丝杠的磨损,保证机床精度。
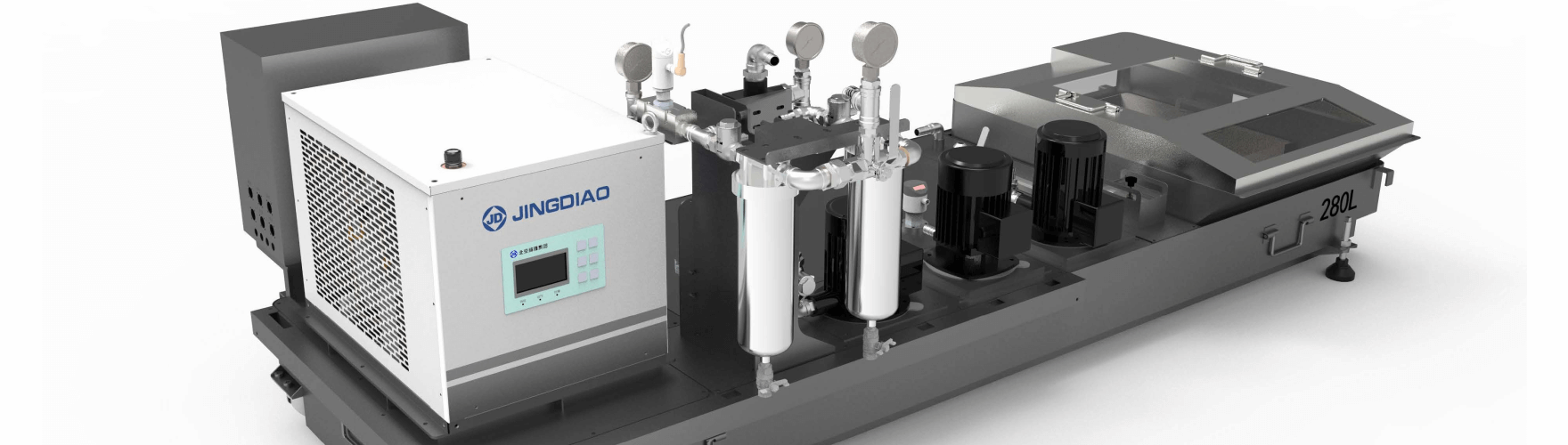
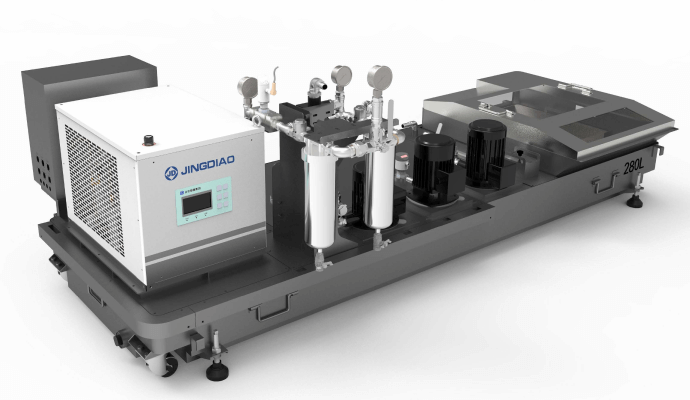
高精度磨削过滤系统
采用4级过滤,标配过滤精度为25μm,配置切削液制冷机,温度波动不超过±1℃。
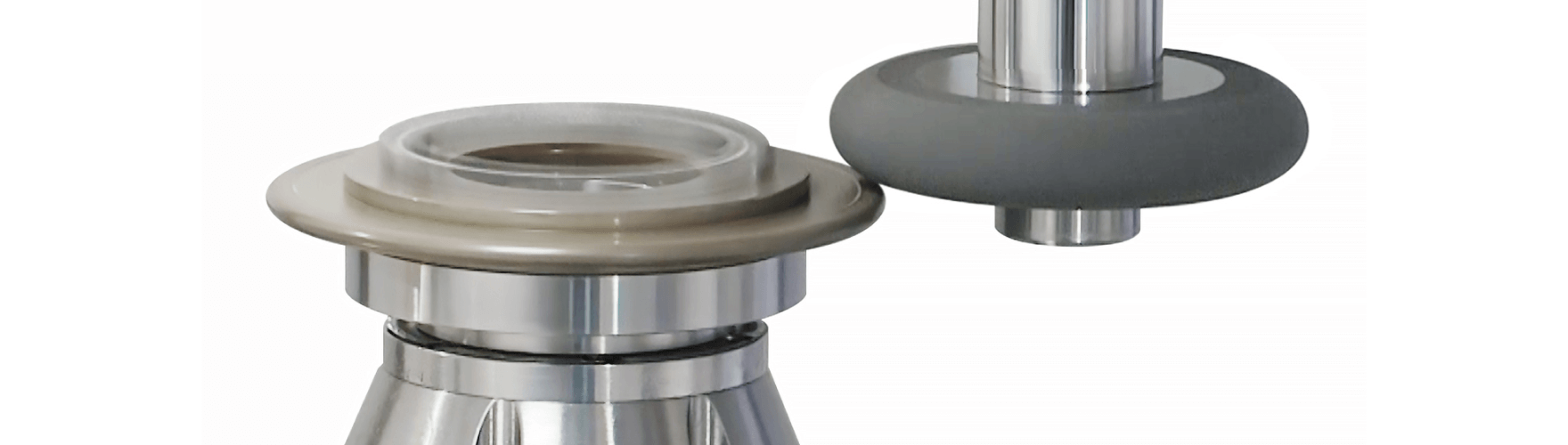
砂轮修整系统,保障砂轮磨削力
砂轮长时间磨削加工会出现砂轮堵塞、磨粒钝化导致磨削力下降的情况,为提升砂轮的磨削力,使用砂轮修整装置实现对砂轮在线修整。

砂轮直径自动测量装置,避免人工对刀,可精准获取砂轮实际直径
砂轮首次使用前需要测量砂轮直径,使用砂轮直径测量装置可避免因人工手动对刀对磨削余量很小时造成过切并划伤圆孔侧壁;砂轮在修整后,使用砂轮直径自动测量装置可减少因人工测量带来的误差。