
模具零件铣削加工
稳定实现2~15μm精度的模具零件铣削加工,实现模具装配“只配不修”
应用案例
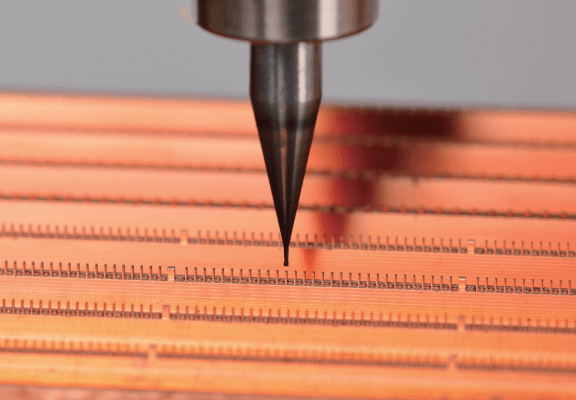
接插件模具电极
使用d0.3mm和r0.15mm刀具加工;
2000个小立柱的余量偏差都在±5μm内,尺寸一致性达5μm;
相邻两个小立柱间的距离偏差在±2μm内;
毛刺量小于3μm。
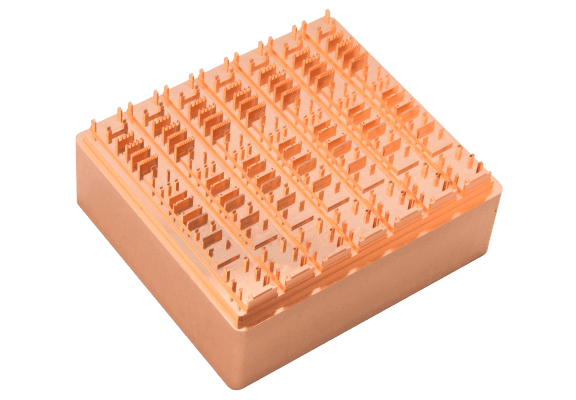
接插件模具电极
使用d0.3mm的小刀具加工;
200多个小立柱余量偏差在±5μm内,尺寸一致性达5μm;
相邻两个小立柱间的距离偏差在±2μm内;
表面毛刺量小于3μm。
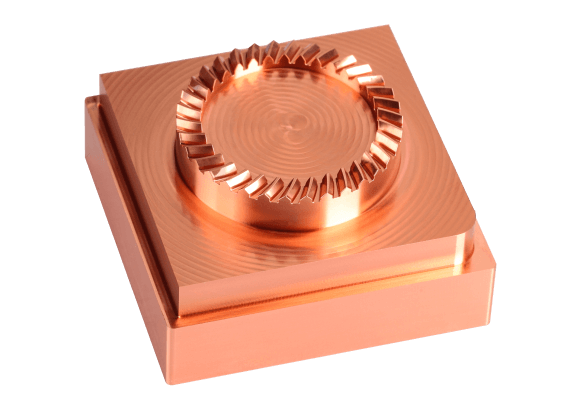
齿轮模具电极
使用r0.2mm刀具加工;
34个曲面齿面的余量偏差在±5μm内;
齿面无斜纹无接刀痕。
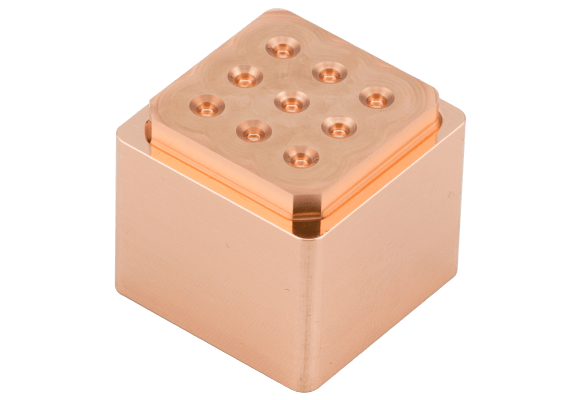
摄像头模具电极
精加工使用r0.5mm的刀具;
9个凹槽余量偏差在±5μm内,尺寸一致性为5μm;
表面粗糙度ra<100nm,放大30倍看不到刀纹。
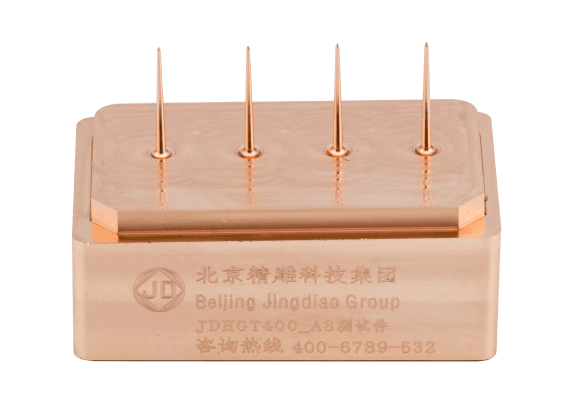
针电极
4个小立柱,最小位置直径0.2mm,高度14mm;
每个立柱余量偏差在±5μm内,尺寸一致性5μm;
表面粗糙度ra<150nm。

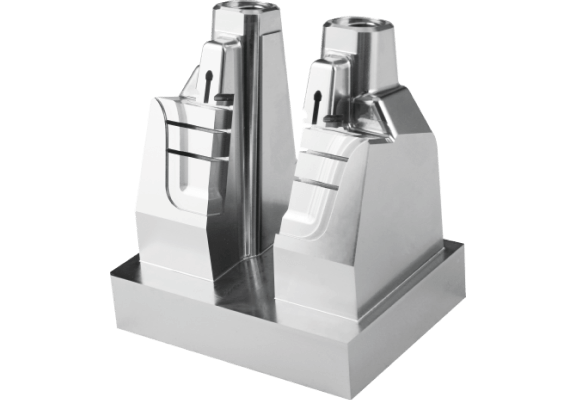
六穴耳机模具零件测试件
r1mm的pcd刀具连续研抛超19h;
六穴耳机余量极差0.01mm;
单穴耳机粗糙度sa≤20nm。
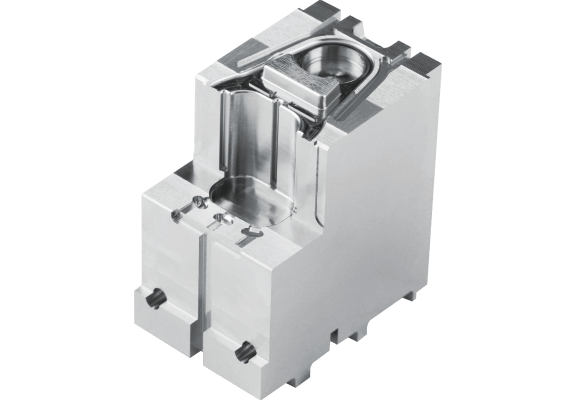
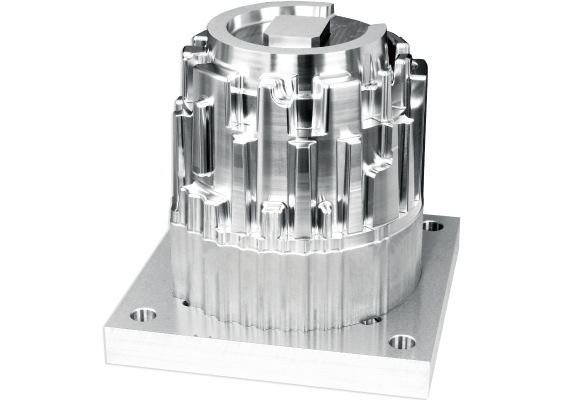
小型精密塑胶模具镶件
多面加工,形状误差精度为μ级;
直侧壁最小圆角r0.3mm;
小刀具铣削代替放电加工。
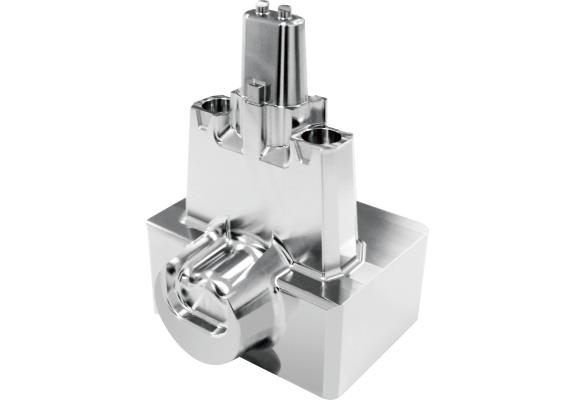
汽车刹车制动四回路壳体模具镶件
曲面尺寸精度±10μm;
表面刀纹一致性好,粗糙度ra≤0.2μm。
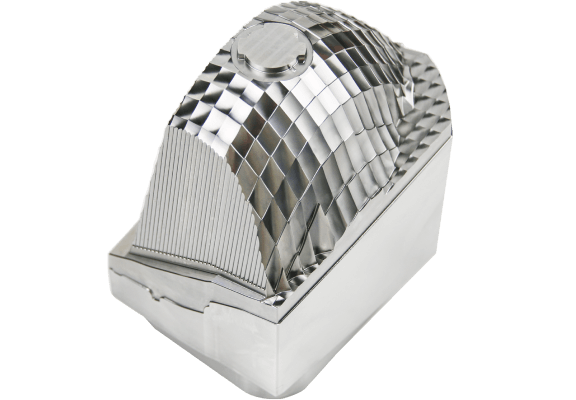
汽车车灯模具零件
曲面尺寸精度±10μm;
表面刀纹一致性好,粗糙度ra≤0.3μm。

汽车车门模具斜顶镶块
使用刀具:d21r0.8、d6r3、d4r2、d2r1等;
三轴五轴接序后,1min内完成工件位置找正;
表面接刀痕小于5μm。
汽车发动机缸体模具镶件
使用刀具:d21r0.8、d6r3、d3r1.5、d1.5r0.75等
曲面余量极差15μm;
表面纹路均匀,表面粗糙度ra<0.2μm;
表面接刀痕小于5μm。
汽车车门模具斜顶
使用刀具:d21r0.8、d8r0.5、d6r0.5、d1r0.5等;
表面粗糙度ra 0.12-0.3μm;
表面接刀痕小于5μm。
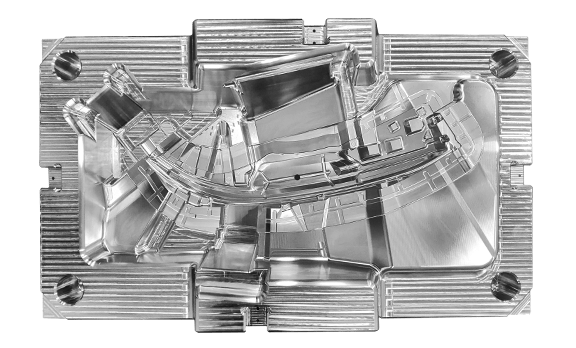
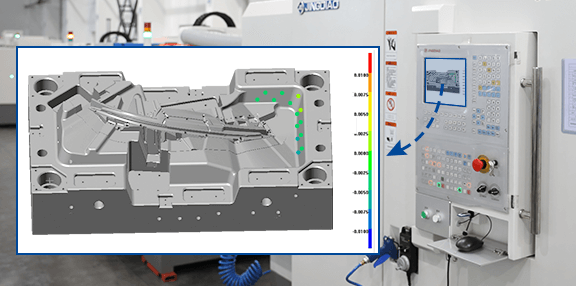
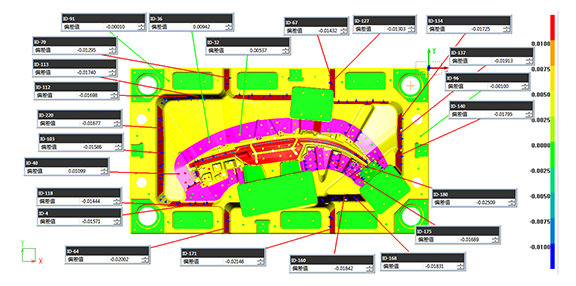
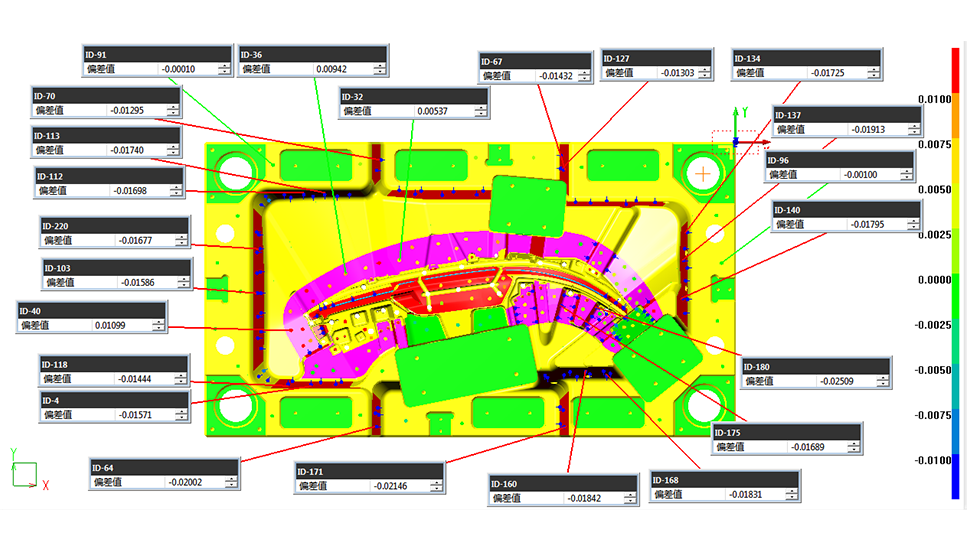
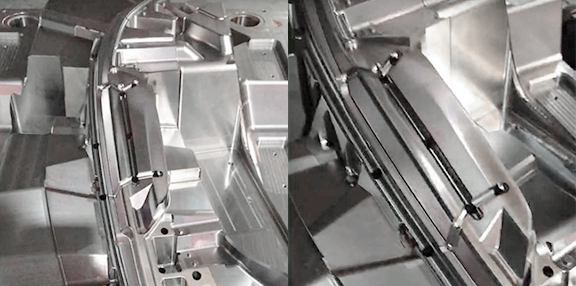
大型汽车模具
在机检测技术检测曲面加工余量,提高配模的一次成功率;
装配尺寸精度±15μm;
表面粗糙度ra<0.3μm。
1
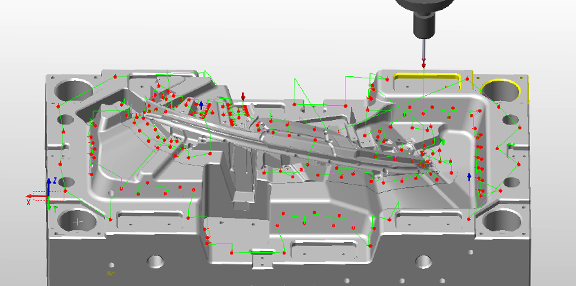
加工前检测,确定工件状态
2
加工中检测,分析误差,及时修正
3

加工后检测,确保模具合格下机
4
实现配模一次成功
接插件模具电极
使用d0.3mm和r0.15mm刀具加工;
2000个小立柱的余量偏差都在±5μm内,尺寸一致性达5μm;
相邻两个小立柱间的距离偏差在±2μm内;
毛刺量小于3μm。
接插件模具电极
使用d0.3mm的小刀具加工;
200多个小立柱余量偏差在±5μm内,尺寸一致性达5μm;
相邻两个小立柱间的距离偏差在±2μm内;
表面毛刺量小于3μm。
齿轮模具电极
使用r0.2mm刀具加工;
34个曲面齿面的余量偏差在±5μm内;
齿面无斜纹无接刀痕。
摄像头模具电极
精加工使用r0.5mm的刀具;
9个凹槽余量偏差在±5μm内,尺寸一致性为5μm;
表面粗糙度ra<100nm,放大30倍看不到刀纹。
针电极
4个小立柱,最小位置直径0.2mm,高度14mm;
每个立柱余量偏差在±5μm内,尺寸一致性5μm;
表面粗糙度ra<150nm。
六穴耳机模具零件测试件
r1mm的pcd刀具连续研抛超19h;
六穴耳机余量极差0.01mm;
单穴耳机粗糙度sa≤20nm。
小型精密塑胶模具镶件
多面加工,形状误差精度为μ级;
直侧壁最小圆角r0.3mm;
小刀具铣削代替放电加工。
汽车刹车制动四回路壳体模具镶件
曲面尺寸精度±10μm;
表面刀纹一致性好,粗糙度ra≤0.2μm。
汽车车灯模具零件
曲面尺寸精度±10μm;
表面刀纹一致性好,粗糙度ra≤0.3μm。
汽车车门模具斜顶镶块
使用刀具:d21r0.8、d6r3、d4r2、d2r1等;
三轴五轴接序后,1min内完成工件位置找正;
表面接刀痕小于5μm。
汽车发动机缸体模具镶件
使用刀具:d21r0.8、d6r3、d3r1.5、d1.5r0.75等;
曲面余量极差15μm;
表面纹路均匀,表面粗糙度ra<0.2μm;
表面接刀痕小于5μm。
汽车车门模具斜顶
使用刀具:d21r0.8、d8r0.5、d6r0.5、d1r0.5等;
表面粗糙度ra 0.12-0.3μm;
表面接刀痕小于5μm。
大型汽车模具
在机检测技术检测曲面加工余量,提高配模的一次成功率;
装配尺寸精度±15μm;
表面粗糙度ra<0.3μm。
1
加工前检测,确定工件状态
2
加工中检测,分析误差,及时修正
3
加工后检测,确保模具合格下机
4
实现配模一次成功
根据零件形态和尺寸选择合适的设备
要达到模具零件装配“只配不修”的效果,需要每个零件下机时精度合格,而高精度的设备是此项要求的基本保障。









精雕成熟的j9九游会真人游戏第一的解决方案
模具零件下机即合格,不仅需要一台高精度的设备,也离不开成熟稳定的加工工艺。
北京精雕可以实现83个机加模具零件和212个标准件在装配时“只配不修”,核心在于对成熟工艺进行数字化,如:对模具零件加工中用刀参数的数字化,包括:刀具的选用、刀具参数的设置和刀具磨损的管控。
这套方法也可引入到您的模具零件生产过程中,联系j9九游会真人游戏第一,获取适合您的j9九游会真人游戏第一的解决方案。

