
精密孔磨削加工
稳定实现2-5μm加工精度的高精度孔磨削
应用案例

孔柱配合测试件
尺寸:
200×200×200mm(单板)
材料:
s136(hrc52)
机床:
jdhgt600t
亮点:
+ 内孔铣磨复合加工;
+ 内孔表面粗糙度ra < 0.1μm;
+ 孔位偏差小于3μm;
+ 同一圆周上的孔柱可多角度互配。

计量泵上盖板零件
尺寸:
φ45×15mm
材料:
440c(hrc55-60)
机床:
jdhgt600t
亮点:
+ 定位孔要求尺寸精度、位置度(中心孔为基准)、圆柱度均小于5μm;
+ 粗糙度ra小于0.2μm。
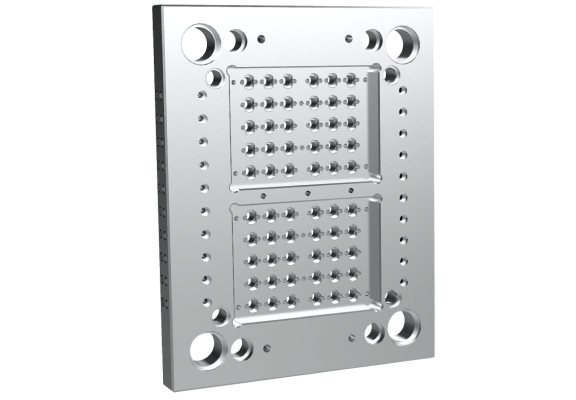
医疗零件模具模架
尺寸:
400×310×35mm
材料:
4cr13(hrc52)
机床:
jdhgt600t
亮点:
+ 孔一致性≤2μm;孔直径尺寸精度<3μm;
+ 孔位置精度±5μm;圆度、圆柱度、垂直度≤3μm。
孔柱配合测试件
尺寸:
200×200×200mm(单板)
材料:
s136(hrc52)
机床:
jdhgt600t
亮点:
+ 内孔铣磨复合加工;
+ 内孔表面粗糙度ra < 0.1μm;
+ 孔位偏差小于3μm;
+ 同一圆周上的孔柱可多角度互配。
计量泵上盖板零件
尺寸:
φ45×15mm
材料:
440c(hrc55-60)
机床:
jdhgt600t
亮点:
+ 定位孔要求尺寸精度、位置度(中心孔为基准)、圆柱度均小于5μm;
+ 粗糙度ra小于0.2μm。
医疗零件模具模架
尺寸:
400×310×35mm
材料:
4cr13(hrc52)
机床:
jdhgt600t
亮点:
+ 孔一致性≤2μm;孔直径尺寸精度<3μm;
+ 孔位置精度±5μm;圆度、圆柱度、垂直度≤3μm。
根据零件形态和尺寸选择合适的设备
在硬度hrc50以上的金属材料上稳定磨削尺寸精度和位置度在2~5μm的孔,
精雕精密型三轴高速加工中心的效率和质量稳定性不亚于坐标磨。




核心配置
高速伺服电主轴
磨削防护系统
磨削过滤系统
砂轮修整系统
砂轮直径测量装置
精雕成熟的j9九游会真人游戏第一的解决方案
高精度的孔磨削加工需要经过多道磨削工艺,期间除磨削加工外,需要进行工件位置偏差补偿、来料检测、工件清洁、工件余量检测等操作,如果由人工完成上述操作会导致加工不连续和机内加工环境的变化。
精雕三轴高速加工中心可自动执行上述动作,关键在于在软件中完成加工、检测、管控程序的规划,由程序驱动机床执行,保证了机内加工的连续,实现了“机内自动化”的工作模式。
即刻联系您就近的分公司,将此种工作模式引入您的车间。

